|

|
|
Recycling of Plastics
|
|
The 3 D’s for recycling of flexible packaging films – Deinking, Dissolution & Delamination Technological impediments for recycling of flexible packaging
Limitations of mechanical recycling for flexible packaging films
Possible Technical Solutions
Food Contact Grade (US FDA approved) – Post Consumer Recycled PET Notifications from Ministry of Environment (MoEF) and Food Safety & Standards Authority of India (FSSAI) have mandated the use of food contact approved recycled PET in new products manufactured & sold by Brand Owners (like new bottles for mineral water, carbonated beverages, juices, thermoformed food containers, PET packaging films etc.). FSSAI has also notified how to get food contact approval for the rPET resin produced by super clean process from hot washed PET bottle flakes. The production of rPET resin will grow manyfold in the future with very good business potential. There is also a lucrative export market throughout the world (due to increasing mandates by countries to use recycled content in new products).
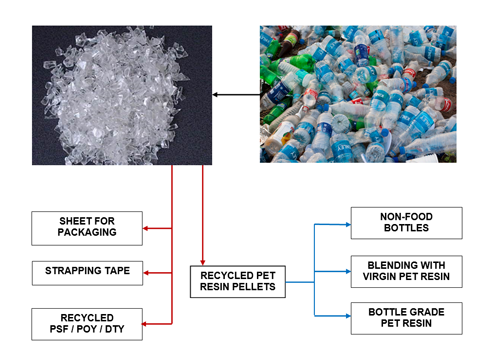
Converting PET bottle flakes into Food Grade Recycled PET resin pellets
We can provide complete assistance for planning and implementation of such projects. We provide Technical Consultancy Services such as Project Feasibility Study (Technical & Commercial), preparing Project Report & carrying out Project Planning, Selection & Sourcing of plant & machinery, Plant layout design, Processing know-how, Commissioning & Trial running of plant (along with machinery suppliers), Quality Control & Testing systems, Market intelligence, Target markets & end use segments and technical advisory services. Value added products from recycled pet bottles Recycling of post-consumer waste PET Bottles
2) Recycled PET (rPET) pellets which are used to partially or completely replace Virgin PET resin in applications such as non-food packaging applications (bottles & containers, clear rigid sheet for thermoformed packaging), Strapping Tape etc. Solid state poly-condensation and crystallization is carried out to increase polymer intrinsic viscosity for demanding applications requiring higher physical properties. 3) Value added products like extruded Clear Rigid Sheet for Thermoformed Packaging (electronics, cosmetics, bakery etc.), Strapping Tape, Non-food contact Bottles & Containers (shampoo, hair oil, detergent, hand-wash, cleaning fluid etc.) 4) Recycled Polyester Filament Yarn (also known as polyester oriented yarn –POY) and Drawn Textured Yarn (DTY) from waste PET bottle flakes. 5) Bottle grade PET Resin (US FDA approved) from waste PET Bottles Please find attached lecture presentation by Dr. Anomitra Chakravarty on Recycling & Upcycling of Plastic Waste delivered at a seminar organized by Institute of Industrial Development under Ministry of MSME, Govt. of India on 31st August 2019 --- in PDF format for your reference. Hope you find the presentation interesting & informative. Please click on this link to access the presentationFood Contact Grade (US FDA approved) – Post Consumer Recycled HDPE, LDPE, PP For PCR - HDPE it can be bottle cap regrind from the PET flakes washing process or edible oil jars. For PCR – LDPE the input feedstock can be milk pouches. The decontamination, deinking and deodorization process are the key to producing food grade material. Recycling of Commodity Thermoplastics 1) Recycled polypropylene pellets (granules) from waste PP raffia woven sacks (end-of-life), BOPP films (post industrial waste), Automotive battery / bumpers / dashboard2) Recycled high density polyethylene pellets (granules) from waste HDPE industrial drums, pipes etc. (for food contact grade using bottle caps, cooking oil jars) 3) Recycled low density polyethylene pellets (granules) from waste LDPE films (both post-consumer & post-industrial waste) for food contact grade using milk pouches 4) Recycled U-PVC pellets (granules) from waste U-PVC pipes & window profiles 5) Recycled mixed plastic waste pellets (granules) e.g. mixed PP & HDPE (separation using tribe electrostatic separation or recycling using compatibilizers) Recycling of Engineering Plastics 1) Recycled Nylon compound pellets from end-of-life carpet backing & fishing nets, post-industrial tyre cord fabric waste, post-industrial nylon filament yarn waste (We have developed and carried pilot trial of a process to remove rubber from om nylon tyre cord which is a byproduct of tyre recycling process to produce recycled Nylon 6 pellets with good mechanical properties)2) Recycled ABS compound pellets from end-of-life white consumer goods e.g. refrigerator, washing machine, TV casings etc. 3) Compound pellets from mixed recycled ABS & PET 4) Other recycled engineering plastics like Polycarbonate (PC) and Acrylic (PMMA) (We are working on recycling process of PMMA waste into MMA monomer using pyrolysis – gasification – condensation - purification process) Value added chemicals from pyrolysis oil from mixed plastic waste There is a growing body of international scientific work which shows that pyrolysis of waste plastics produces pyrolysis oils with high concentrations of olefins (>50 weight %). We wish to utilize this olefins fraction in pyrolysis oil to produce value added chemicals and evaluate its techno commercial viability.
Step 1: Pyrolysis oil separated into Light cut (C<10) and Heavy cut (C≥11) followed by Step 2: Hydroformylation of the Light cut & Heavy cut followed by Hydrogenation (conversion of olefins fraction into aldehydes followed by hydrogenation of aldehydes into alcohols & diols) It is expected that the main outputs will be C5 – C20 mono-alcohols, C5 – C20 diols, Paraffins & BTXs. Step 3: Hydroformylation of the Light cut & Heavy cut followed by Oxidation (conversion of olefins fraction into aldehydes followed by oxidation of aldehydes into mono and di- carboxylic acids). It is expected that the main outputs will be C5 – C20 carboxylic acids, C5 – C20 di-carboxylic acids, Paraffins & BTXs. As you are well aware -- Hydroformylation is a process of treatment of alkenes & alkadienes (olefins) with carbon monoxide and hydrogen at high pressures (up to 100 atm) and temperatures (up to 150°C) in the presence of catalysts. There are various established commercial processes for hydroformylation of olefins. Also, many types of catalyst are available commercially. Hydroformylation of olefins yields aldehydes which further undergo reduction to produce alcohols. Secondly, the aldehyde produced can be oxidized to carboxylic acids. Value addition can be as high as 10 to 15 times the selling price of raw pyrolysis oils C5 – C20 alcohols like butanol, hexanol, heptanol, octanol etc. find application in surfactants C5 – C20 diols like heptanediol, octanediol etc. find application in polyesters C5 – C20 carboxylic acids find application in plasticizers C5 – C20 di-carboxylic acids find application in polyesters |